ВЕСТ КОНТРОЛЬ СЕРВИС
 WEST CONTROL SERVICE
WEST CONTROL SERVICE

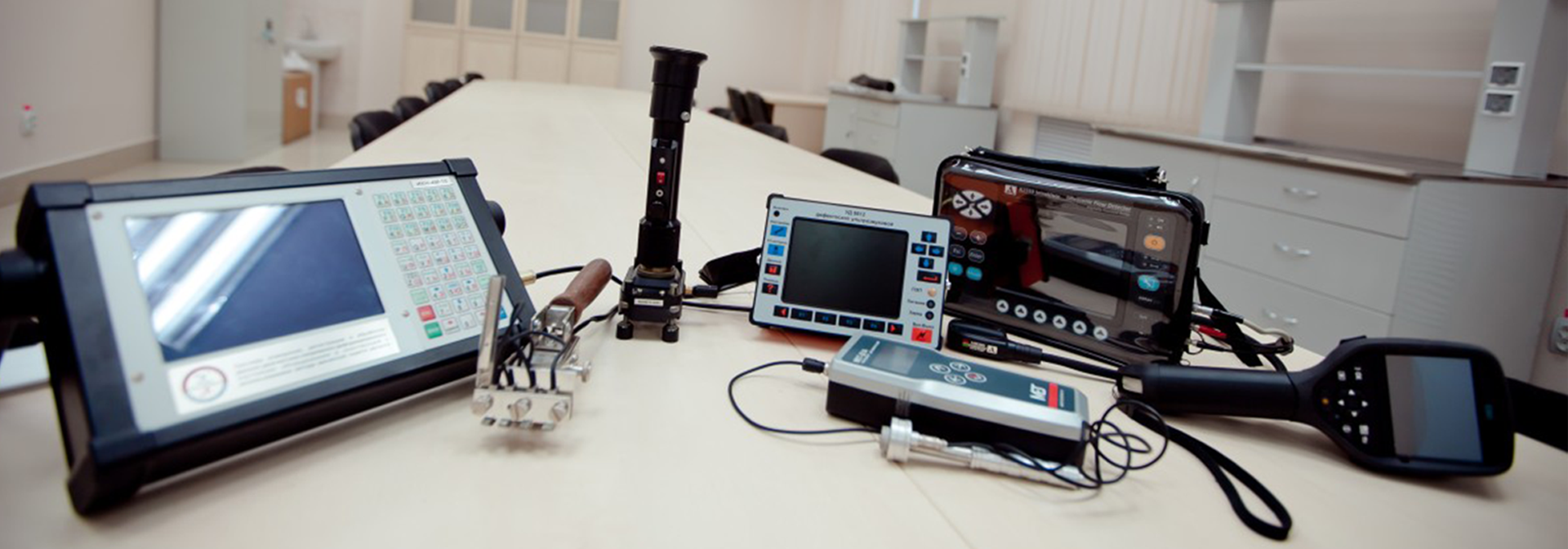



ТОО «Вест Контроль Сервис» — независимая лаборатория, специализирующаяся в области неразрушающего контроля и технической диагностики. Компания была основана в 2006 году и стала одной из лидирующих организаций, предоставляющих услуги диагностики и неразрушающего контроля. Лаборатория укомплектована новейшим оборудованием для неразрушающего контроля, а также имеет богатую материальную, нормативную базу и специализируется в области предоставления услуг по промышленной безопасности и контроля качества изделий на опасных производственных объектах: трубопроводах химической, нефтеперерабатывающей индустрии, сосудах, работающих под давлением, резервуарах для хранения нефтепродуктов, изделиях других отраслей промышленности.
В компании внедрена и результативно функционирует система менеджмента качества в соответствии с требованиями национальных стандартов Республики Казахстан ИСО 9001, ИСО 14001, которая регулярно подтверждает свою пригодность при проведении инспекционных аудитов, а также при проведении аудитов второй стороны (аудитов поставщика).
Лаборатория ТОО «Вест Контроль Сервис» аккредитована в системе аккредитации Республики Казахстан на соответствие требованиям национального стандарта ИСО/МЭК 17025. Аккредитация обеспечивает потребителей гарантией соответствующего качества услуг по проведению испытаний и обеспечению точности измерений.
Для проведения работ по неразрушающему контролю, связанных с использованием радиоактивных материалов и оборудования лаборатория ТОО «Вест Контроль Сервис» имеет все необходимые разрешительные документы для предоставления данных видов услуг.